草莓视频在线观看网站,您身邊的汙水處理專家!

銷售熱線
草莓视频在线观看网站,您身邊的汙水處理專家!
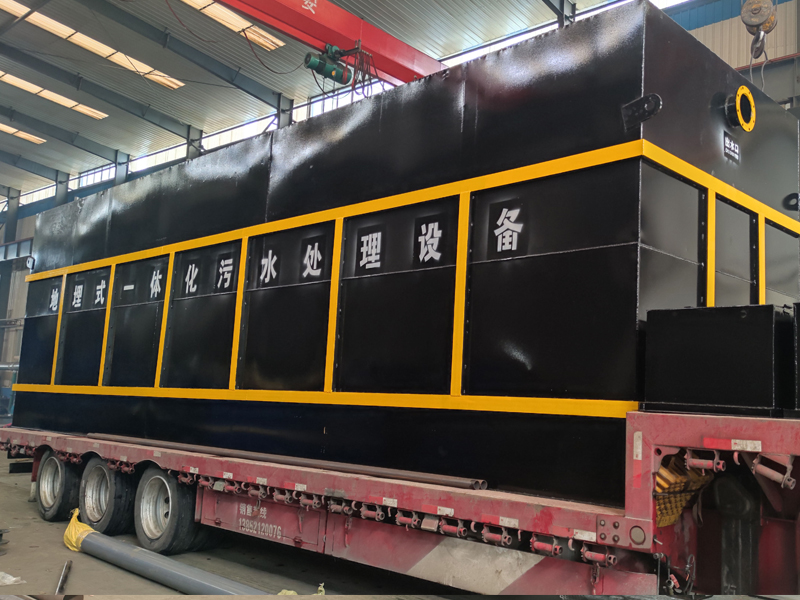
山東草莓视频在线观看网站環境技術有限公司坐落於美麗的風箏之都-山東省濰坊市,注冊資金2100萬元,是一家專業從事各類汙水處理設備、給排水設備的研發、生產、銷售及技術服務的國家高新技術環保企業。公司產品主要經營產品為:各類醫療機構汙水處理設備、各類草莓视频APP入口汙水處理設備、一體化汙水處理設備、中水回用設備、生活汙水處理設備、地埋式汙水處理設備、次氯酸鈉發生器等各類汙水處理設備,隻要會有汙水的地方,就需要草莓视频在线观看网站的設備。公司以技術創新為核心競爭力,以客戶為中心,以科技為先導,以真正解決汙染為己任,以卓越的產品及一流的服務為保證,走可持續性發展道路,是公司穩定快速成長為國際化、現代化、專業化的大型綜合性環保企業。










草莓视频在线观看网站莊嚴承諾
掃碼立即谘詢 >>


設備有ISO9001質量管理體係認證,第三方檢測報告,官方認證更放心。 我廠有自己的技術團隊與生產車間,可應對各種汙水和技術問題,產品質量和售後處理更有保障。

草莓视频在线观看网站是真正的生產廠家,專注汙水處理行業10多年,為客戶提供高性價比產品 買汙水處理設備,找草莓视频在线观看网站,沒有中間商,價格更優惠

我廠擁有自己的獨立廠房、倉庫,客戶下單後立即安排車間生產 長期與多家物流公司保持合作關係,發貨及時,不影響交貨期
凡是我廠產品,皆為一年質保,終身售後 專門的售後團隊,提供上門安裝、客戶培訓、故障排除等售後工作。
草莓视频在线观看网站專研汙水處理設備多年
售後網絡覆蓋全國 ,專職客服一對一,7*24小時服務體係掃碼立即谘詢 >>


近日,草莓视频在线观看网站安裝技術工人奔赴青海省某水文水資源測報分中心在安裝師傅的共同奮戰下,草莓视频APP入口汙水······

近日,草莓视频在线观看网站安裝技術工人奔赴廣東省深圳市富林大廈在安裝師傅的共同奮戰下,草莓视频APP入口汙水處理設備······

近日,草莓视频在线观看网站安裝技術工人奔赴廣東省深圳市富林大廈在安裝師傅的共同奮戰下,一體化汙水處理設備······

近日,草莓视频在线观看网站安裝技術工人奔赴安徽省合肥市某醫學科技有限公司在安裝師傅的共同奮戰下,醫療汙水······

近日,草莓视频在线观看网站安裝技術工人奔赴陝西省鹹陽市某橡膠有限公司在安裝師傅的共同奮戰下,一體化汙水處······

近日,草莓视频在线观看网站安裝技術工人奔赴陝西省西安市西安科技大學在安裝師傅的共同奮戰下,草莓视频APP入口汙水處理······

近日,草莓视频在线观看网站安裝技術工人奔赴廣西省玉林市社會福利院在安裝師傅的共同奮戰下,草莓视频APP入口汙水處理設······

近日,草莓视频在线观看网站安裝技術工人奔赴廣西省欽州市畜牧站在安裝師傅的共同奮戰下,草莓视频APP入口汙水處理設備已······

隨著科技的迅猛發展,草莓视频APP入口在各個領域中扮演著重要角色。然而,草莓视频APP入口的繁忙工作也導致了大量的汙······

展覽時間:2023年10月12日-14日地點及展位邀請函:青島·紅島國際會議展覽中心展位號:A2J06 ······

2023年7月13日,第十一屆慕尼黑上海分析生化展圓滿結束!此次展會盛況空前,吸引了來自全球主要工業······

2023年全國醫院建設大會即將召開,草莓视频在线观看网站非常榮幸地邀請您參加本次大會,並就醫院汙水處理······

隨著現代醫療技術的不斷發展和進步,口腔醫學也在不斷地更新和改進,口腔設備展覽會就是一個展示口······
草莓视频APP入口酸堿廢水集成處理係統 隨著各種草莓视频APP入口的不斷發展和擴建,越來越多的廢水汙染也隨之產生,這不僅影響著人們的健康,還會對環境造成不可估量的危害。因此,開發一種高效可靠的草莓视频APP入口酸堿廢水治理設備顯得尤為重要。 草莓视频APP入口酸堿廢水的處理,主要是酸、堿廢水中所含的酸性離子和堿性離子的中和反應。傳統的酸堿廢水處理方法主要是采用化學沉澱、活性炭吸附等方式,這些方法處理效率較···
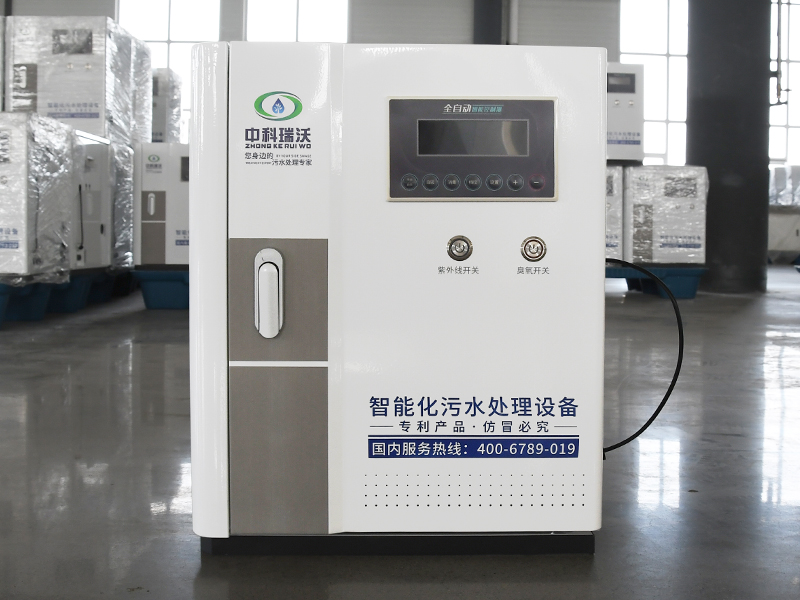
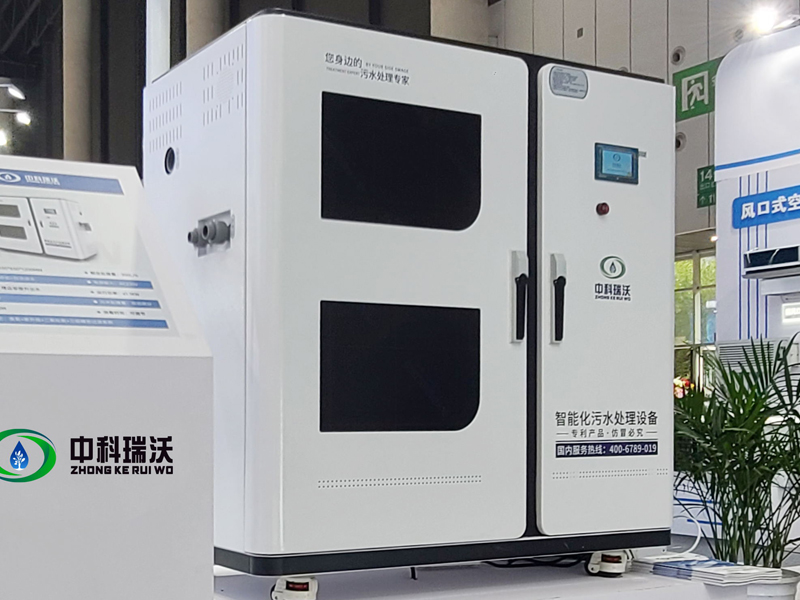
草莓视频在线观看网站助力草莓视频APP入口汙水處理,打造綠色環保草莓视频APP入口隨著科技的迅猛發展,草莓视频APP入口在各個領域中扮演著重要角色。然而,草莓视频APP入口的繁忙工作也導致了大量的汙水產生,這些汙水含有各種有害物質,對環境造成了嚴重的汙染。為了保護環境、改善草莓视频APP入口工作環境,草莓视频在线观看网站研發出了一款創新的草莓视频APP入口汙水處理設備。這款草莓视频APP入口汙水處理設備采用了先進的生物技術和物理化學處理技術相結合的方法,能夠高效地去除草莓视频APP入口汙水中的有害物質,大大提高了草莓视频APP入口廢···
第60屆中國高等教育博覽會即將隆重開展!草莓视频在线观看网站與您相約青島展覽時間:2023年10月12日-14日地點及展位邀請函:青島·紅島國際會議展覽中心展位號:A2J06 第60屆中國高等教育博覽會即將於2023年10月12-14日在青島·紅島國際會議展覽中心A2J06展位拉開帷幕。中國高等教育博覽會是由中華人民共和國教育部主管、中國高等教育學會主辦、國藥勵展展覽有限責任公司承辦,相關省市教育廳和人民政府為支持單位的亞洲領先的集高等教育學術交···
隨著科技的迅猛發展,草莓视频APP入口在各個領域中扮演著重要角色。然而,草莓视频APP入口的繁忙工作也導致了大量的汙······
展覽時間:2023年10月12日-14日地點及展位邀請函:青島·紅島國際會議展覽中心展位號:A2J06 ······
2023年7月13日,第十一屆慕尼黑上海分析生化展圓滿結束!此次展會盛況空前,吸引了來自全球主要工業······
2023年全國醫院建設大會即將召開,草莓视频在线观看网站非常榮幸地邀請您參加本次大會,並就醫院汙水處理······
隨著現代醫療技術的不斷發展和進步,口腔醫學也在不斷地更新和改進,口腔設備展覽會就是一個展示口······

近日,江西南昌綠地國際博覽中心一場中國教育裝備展會即將隆重舉行,中國教育裝備展會是一場集展覽······

2022年7月23日,第23屆全國醫院建設大會暨國際醫院建設、裝備及管理展覽會(CHCC2022)在武漢······
隨著科技的進步和人們生活水平的普遍提高,人們對基礎設施建設的要求也日益提高。而醫療設施建設則······